Chaînage ou suintement
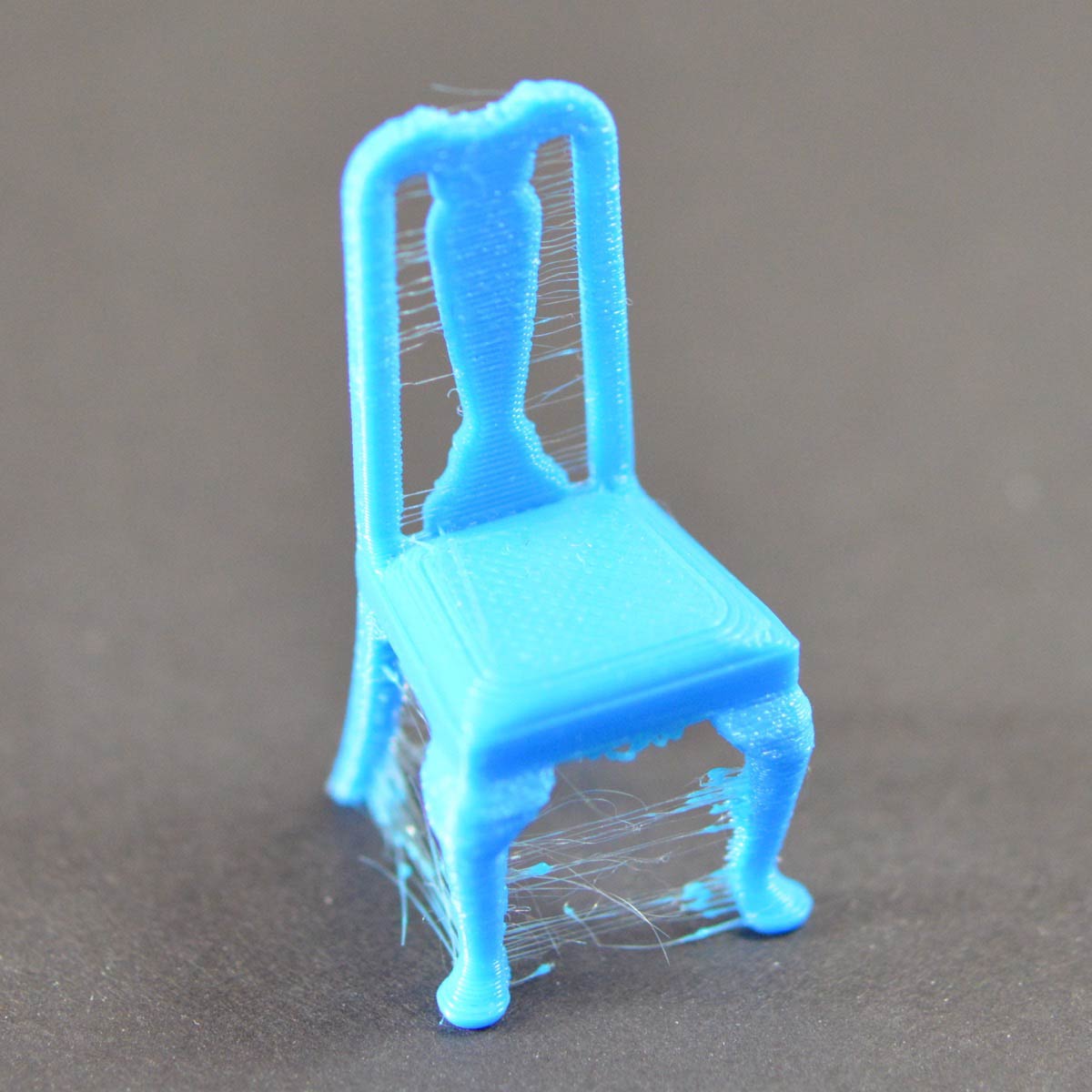
Le Stringing (Chaînage en français) (également connu sous les noms de Oozing (Suintement), Whiskers (Moustaches), hairy (Poilu, Cheveux) se produit lorsque de petits filaments de plastique sont laissés sur un modèle 3D imprimé. C’est typiquement du au plastique suintant hors de la buse pendant que l’extrudeur se déplace vers une nouvelle position. Heureusement il y a plusieurs paramètres dont le réglage peut aider à résoudre ce problème. Le réglage le plus courant utilisé pour lutter contre ce phénomène est connu sous le de nom de Rétraction. Si la rétraction est activée, lorsque l’extrudeur a terminé l’impression d’une section de votre modèle, le filament sera tiré vers l’arrière à l’intérieur de la buse de façon à combattre le suintement. Quand le moment d’imprimer à nouveau est arrivé, le filament est de nouveau poussé dans la buse de façon à ce que le plastique soit de nouveau extrudé. Pour vérifier que la rétraction soit bien activée, il faut, dans votre logiciel de tranchage, vérifier dans l’onglet Printer Settings que les paramètres soient bien activés pour chaque extrudeur.Ci-après, nous allons successivement étudier les paramètres important de rétraction ainsi que plusieurs réglages qui peuvent être utilisés pour corriger le problème, comme les paramètre de température de l’extrudeur.
° Distance de Rétraction.
Le réglage le plus important de la rétraction est la distance de rétraction. Ce paramètre détermine combien de plastique est tiré hors de la buse. En général, plus il y a de plastique rétracté dans la buse moins la buse aura tendance à suinter durant le déplacement. La plupart des extrudeuses à entraînement direct nécessitent une distance de rétraction de seulement 0.5 à 2.0mm, pendant que certains extrudeurs Bowden peuvent exiger une distance derétraction jusqu’à 15mm en raison de la plus grande distance entre l’engrenage d’entraînement de l’extrudeur et la buse chauffante.Si vous rencontrez des problèmes dus au suintement durant les déplacements de l’extrudeur, essayez d’augmenter la distance de rétraction d’1mm avant de tester à nouveau pour voir si les choses s’améliorent.
° La température est trop élevée.
Une fois que vous avez réglé vos paramètres de rétraction, la cause la plus commune pour le suintement excessif est la température de l’extrudeur. Si la température est trop élevée, le plastique à l’intérieur de la buse devient extrêmement visqueux et va suinter plus facilement hors de la buse. Cependant si la température est trop basse, le plastique peut être encore un peu solide et aura des difficultés à sortir de la buse. Si vos paramètres de rétraction sont corrects, mais que vous rencontrez encore des problèmes de suintement, essayez de diminuer la température de votre extrudeur par 5 ou 10 degrés. Cela peut avoir un impact significatif sur la qualité finale de votre impression. Vous pouvez ajuster la température d’extrusion dans l’onglet Filament Settings de votre logiciel de tranchage.
° Longs déplacements au-dessus de zones vides.
Comme nous l’avons mentionné ci-dessus, le suintement apparaît lors des déplacements de l’extrudeur entre deux zones d’impression, et durant ces déplacements, le plastique commence à suinter hors de la buse. La durée de ce mouvement peut avoir un grand impact sur le volume de suintement. Des mouvements courts peuvent être assez rapides pour que le plastique n’ait pas le temps de suinter hors de la buse. Toutefois, les longs mouvements sont plus susceptibles de provoquer un suintement. Votre logiciel de tranchage est assez intelligent pour ajouter automatiquement le trajet de déplacement pour d’assurer que les déplacements de la buse au-dessus d’un espace ouvert seront les plus courts possibles. Pour activer cette option rendez-vous dans l’onglet Print Settings –Infill et cochez la case 'Only retract when crossing perimeters '. Ce paramètre 'Rétracter le fil seulement si la buse croise un périmètre ' est intéressant car lorsque la buse est à l’intérieur du périmètre du modèle, il n’est pas nécessaire de rétracter le fil. Cela permet de gagner du temps lors de l’impression.
° Vitesse de mouvement.
En dernier lieu, vous pouvez aussi trouver qu’en augmentant la vitesse de mouvement de votre machine peut également réduire le temps durant lequel l’extrudeur peut suinter entre deux parties de l’impression.Vous pouvez vérifier les vitesses de déplacement de votre extrudeur en vous rendant l’onglet Print Settings –Speed de votre logiciel de tranchage. La vitesse de déplace des axes X et Y représente la vitesse de déplacement latérale et elle est souvent directement liée à la durée de déplacement de l’extrudeur au-dessus des zones vides. Si votre machine peut gérer des vitesses plus élevées, vous pourrez constater que l’augmentation de ces paramètres peut également réduire le suintement pendant les déplacements.