Remplissage insuffisant
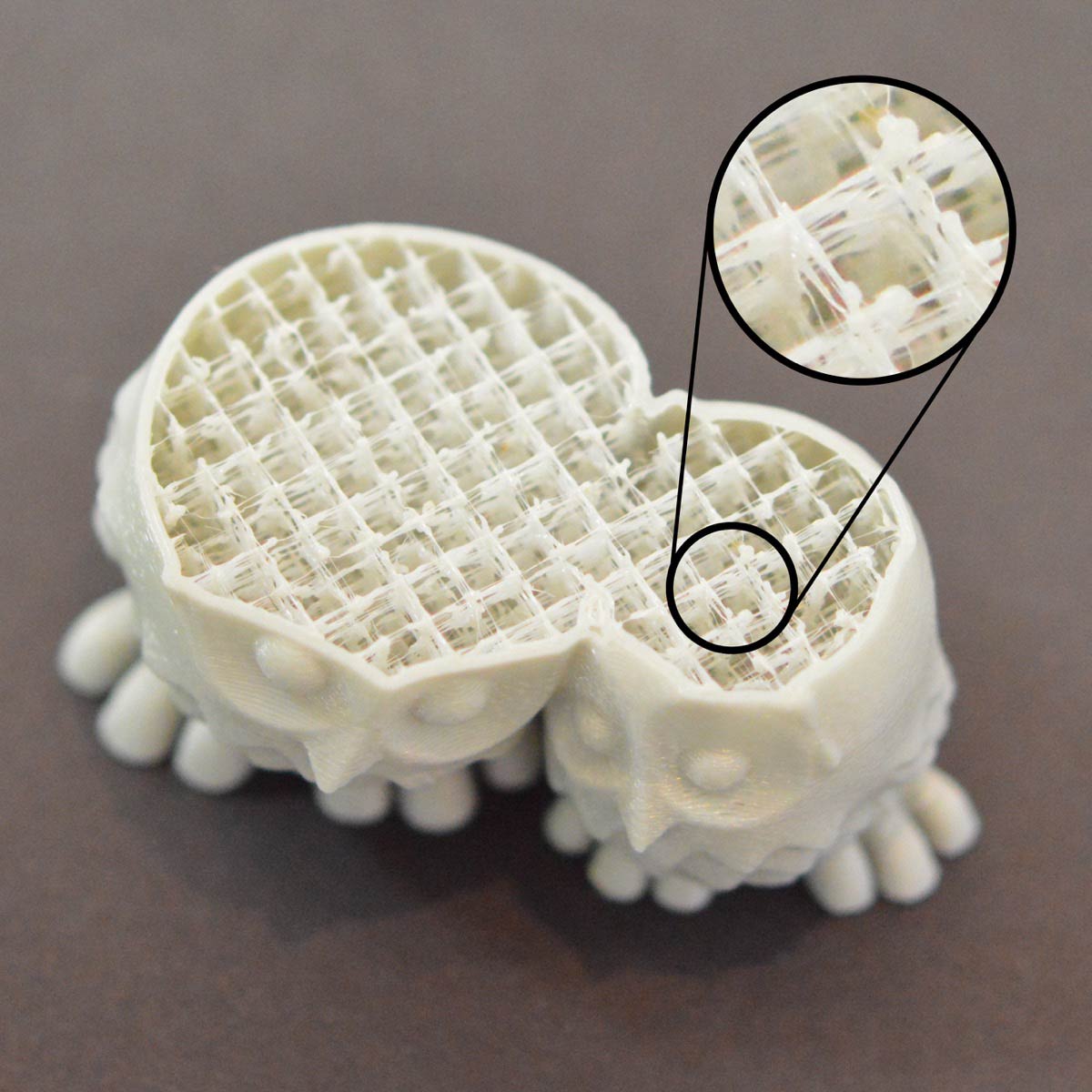
Le remplissage intérieur de votre pièce imprimée en 3D joue un rôle très important dans la solidité globale de votre modèle. Le remplissage est responsable de la bonne connexion des parois extérieures de votre impression 3D, et doit aussi supporter les couches supérieures qui seront imprimées au-dessus du remplissage
° Essayez un autre modèle de remplissage
L’un des premiers réglages que vous devez explorer est le modèle de remplissage utilisé pour votre impression. Vous trouverez le réglage de ce paramètre dans votre logiciel de tranchage onglet Print Settings – Infill. Certains modèles sont plus solides que d’autres. Par exemple grille (grid), triangulaire (triangular), et nid d’abeille (honeycomb) sont tous des modèles de remplissage solide. D’autres modèles comme Rectiligne (rectilinear) peuvent sacrifier la résistance de la pièce à une vitesse d’impression plus rapide. Si vous rencontrez des problèmes pour produire un remplissage résistant, essayez différents modèles pour voir les différences
° Diminuez la vitesse d’impression.
Le remplissage est habituellement imprimé plus vite que toutes les autres morceaux de votre impression 3D. Si vous essayez d’imprimer le remplissage trop vite, l’extrudeur ne sera pas capable de suivre le mouvement et vous pourrez noter le début d’une sous-extrusion à l’intérieur de votre pièce. Cette sous-extrusion aura tendance à créer des remplissage faible et filandreux puisque la buse ne sera pas en mesure d’extruder autant de plastique que le logiciel en souhaiterait. Si vous avez essayé plusieurs modèles de remplissage mais que vous continuez à avoir des problèmes de remplissage insuffisant, essayez de réduire la vitesse d’impression dudit remplissage. Cette vitesse se règle dans votre logiciel de tranchage onglet >Print Settings – speed. Par exemple si la vitesse d’impression était de 3600mm/min (60mm/s), essayez de descendre cette valeur de 50% pour voir si le remplissage commence à devenir plus fort et plus solide.
° Augmentez la largeur de l’extrusion du remplissage
Une autre fonctionnalité très puissante dans Simplify3D est la possibilité de modifier la largeur d'extrusion qui est utilisée pour le remplissage de votre pièce. Par exemple, vous pouvez imprimer les périmètres de contour avec une très fine largeur d'extrusion de 0,4 mm, mais la transition vers une largeur d'extrusion de 0,8 mm pour le remplissage. Cela créera des murs de garnissage plus épais et plus puissants qui amélioreront considérablement la solidité de votre pièce imprimée en 3D. Pour régler ce paramètre, cliquez sur "Edit Process Settings”" et sélectionnez l'onglet Remplissage. La "Infill Extrusion Width" est définie comme un pourcentage de la largeur d'extrusion normale. Par exemple, si vous entrez une valeur de 200%, les extrusions de remplissage seront deux fois plus épaisses que les périmètres de contour. Une chose à garder à l'esprit lors de l'ajustement de ce paramètre est que le logiciel doit également maintenir le pourcentage de remplissage que vous spécifiez. Donc, si vous définissez la largeur d'extrusion de remplissage à 200%, le remplissage utilisera deux fois plus de plastique pour chaque ligne. Pour maintenir le même pourcentage de remplissage, les lignes de remplissage doivent être espacées les unes des autres. Pour cette raison, de nombreux utilisateurs ont tendance à augmenter leur pourcentage de remplissage après avoir augmenté la largeur d'extrusion de remplissage