Gouttes ou boutons
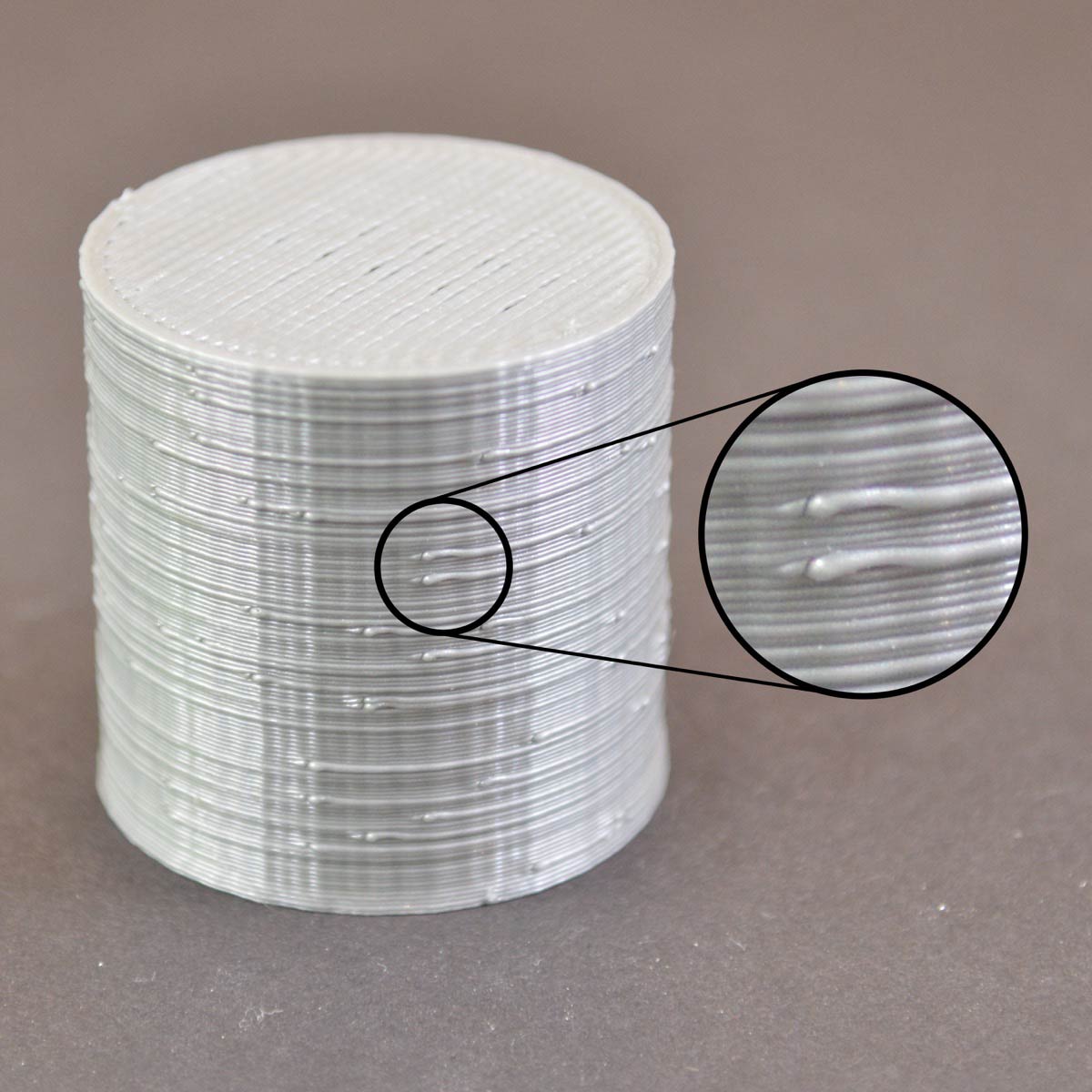
Durant une impression, l’extrudeur ne cesse de s'arrêter et de recommencer l’extrusion en se déplaçant constamment d’un endroit à l’autre du lit chauffant. La plupart des extrudeurs sont excellents lors de la production d’une extrusion uniforme. Cependant, chaque fois que l’extrudeur arrête ou reprend l’extrusion, il peut créer des variations supplémentaires. Par exemple, si vous regardez l’extérieur de votre impression, vous pouvez remarquer quelquefois une petite excroissance sur la surface qui représente l’endroit où l’extrudeuse a commencé l’impression. L’extrudeur a commencé son impression à cet endroit précis, puis elle y est retournée à la fin de l’impression de la couche. Ces marques sont communément appelées gouttes ou boutons. Comme vous pouvez l’imaginer, il est extrêmement compliqué de joindre deux morceaux de plastique sans laisser à cette jonction une marque quelconque. Mais il existe quelques réglages qui peuvent réduire quelque peu ces imperfections de la surface.
° Paramètres de retrait et de contournement
Si vous commencez à remarquer de petits défauts sur la surface de votre impression, le meilleur moyen de diagnostiquer ce qui les causes est d’observer attentivement chaque couche de votre impression. Est-ce que le défaut apparaît lorsque l’extrudeur commence l’impression de la couche? Ou est-ce qu’il apparaît seulement plus tard lorsque la couche est terminée ou lorsque l’extrudeur est sur le point de la terminer? - Si le défaut apparaît immédiatement au début de la couche, il est probable que vous réglages de rétraction aient besoin d’être ajustés. Rendez-vous dans la section Printer Settings onglet Extruder. Dans cette section, recherchez la partie intitulée ‘Retraction’ (Rétraction). Il y a dans cette sous-section un paramètre appelé ’extra-length on restart’s (longueur supplémentaire au redémarrage). Cette option détermine la différence entre distances de rétraction lorsque l’extrudeur s’arrête et la distance d’amorçage lorsque l’extrudeur se remet en route. -Si vous constatez un défaut de la surface d’impression au début de la couche, votre extrudeur est susceptible d’amorcer trop de plastique. Vous pouvez réduire la distance d’amorçage en entrant une valeur négative dans le paramètre ’extra-length on restart’s (longueur supplémentaire au redémarrage). Par exemple, si votre paramètre de rétraction est de 1.0mm, et que celui de la longueur supplémentaire est de -0.2mm (notez le signe négatif devant le nombre), à chaque fois que votre extrudeur s’arrêtera, il rétractera 1.0mm de plastique. Par contre, à chaque fois qu’il redémarrera, il poussera seulement 0.8mm de plastique dans la buse. Ajustez ce paramètre jusqu’à ce que le défaut n’apparaisse plus quand l’extrudeur commence l’impression de la couche. -Si le défaut ne se produit qu’à la fin de l’impression de la couche lorsque l’extrudeur s’arrête, il faudra ajuster un autre paramètre. Ce réglage s’appelle ‘Lift Z’ (déplacement Z). Vous pouvez le trouver juste en dessous du paramètre de rétraction de l’onglet extrudeur. Ce paramètre va arrêter votre extrudeur juste avant la fin de la couche de façon à diminuer la pression de plastique à l’intérieur de la buse. Activez cette option et augmentez progressivement la valeur de ce paramètre jusqu’à ce que vous ne remarquiez plus de défaut à la fin de chaque périmètre lorsque l’extrudeur n’extrude plus. Une distance de déplacement de Z compris entre 0.2 et 0.5mm est suffisante pour obtenir un impact notable sur la qualité de votre impression
° Évitez les rétractions inutiles.
Les réglages de rétraction et de contournement mentionnés ci-dessus peuvent aider à résoudre les problèmes causés par la rétraction du filament dans la buse. Cependant, il est, quelques fois, préférable d’éviter toute rétraction quelle qu’elle soit. De cette façon, l’extrudeur n’a jamais à inverser la direction du filament dans la buse et peut ainsi continuer une extrusion uniforme et agréable. Ce réglage est particulièrement important pour les machines équipées d’un extrudeur Bowden car la distance entre le moteur de l’extrudeur et la buse rend les rétractions plus gênantes.Pour ajuster ces réglages, il faut vous rendre dans l’onglet ‘Print Settings’ et consulter le paragraphe ‘Advance’. Cette section contient de nombreux paramètres qui peuvent modifier le comportement de votre imprimante 3D. Comme il a été mentionné dans la page CHAÎNAGE OU SUINTEMENT, les rétractions sont principalement utilisées pour empêcher la buse de suinter lors de ses déplacements entre les différentes parties de votre impression. Toutefois, si la buse ne doit pas traverser d’espace ouvert, le suintement se produira à l’intérieur de la buse et ne sera donc pas visible à l’extérieur de celle-ci. C’est pour cette raison que pratiquement toutes les imprimantes 3D ont une option ‘Only retract when crossing perimeters’ (Rétraction seulement en traversant les périmètres). Cette option doit être activée pour éviter les rétractions inutiles.
° Rétractions non stationnaires.
Une autre caractéristique extrêmement utile dans Simplify3D est la capacité à effectuer des rétractions non stationnaires. Ce paramètre est particulièrement utile pour les extrudeurs de type Bowden qui accumulent beaucoup de pression à l’intérieur de la buse durant l’impression. Typiquement, lorsque ce type d’extrudeur arrête l’extrusion, la surpression à l’intérieur de la buse est susceptible de créer une goutte de plastique si l’extrudeur reste immobile. Ainsi, Simplify3D a rajouté une option unique qui vous permet de garder l’extrudeur en mouvement constant lorsqu’il effectue sa rétraction. Votre imprimante 3D sera donc moins susceptible de laisser perler une goutte stationnaire puisque l’extrudeur sera en mouvement constant au cours de ce processus. Pour activer cette option, vous devez cliquer sur ‘Edit Process Settings’ (éditer les réglages du processus) et accéder à l’onglet Extruder. Assurez-vous que l’option ‘Wipe nozzle’ (nettoyage de la buse) est activée. Cette option indiquera à l’imprimante qu’il faut essuyer la buse à la fin de chaque section lorsqu’elle arrête l’extrusion. Pour la ‘wipe distance’ (distance de nettoyage), entrez une valeur de 5mm, ce qui constituera un bon point de départ. Rendez-vous ensuite dans l’onglet Avancéet activer l’option intitulée ‘Perform retraction during wipe mouvement’ (effectuer la rétraction pendant le mouvement de nettoyage). Cela évitera une rétraction stationnaire, puisque l’imprimante aura reçu l’instruction de nettoyer la buse pendant la rétraction. Il s’agit là d’une fonctionnalité très puissante et une excellente option dans le cas où vous rencontrez encore des difficultés pour supprimer les défauts présents sur la surface de votre impression.
° Choisissez l’emplacement du début de la couche.
Si vous remarquez encore des défauts sur la surface de votre impression, il existe une option qui vous permet de contrôler l’emplacement de départ des couches successives. Pour effectuer cette opération, rendez-vous dans l’onglet ‘Print Settings’ rubrique ‘Layers and perimeters’ et dans la zone ‘Advanced’ repérez la ligne ‘Seam position’ qui vous proposera trois options de réglage du point de départ de la couche (Random, Nearest et Aligned signifiant respectivement aléatoire, Le plus proche et aligné). Vous avez donc la possibilité de placer le point de départ des couches successives aléatoirement ou de les aligner sur un point spécifique. Par exemple, si vous imprimez une statue, vous pourriez aligner tous les points départ des couches à l’arrière de votre modèle de façon à ce qu’ils ne soient pas visibles sur la vue de face. Pour ce faire, choisissez l’option Aligned