Cicatrices sur la surface supérieure
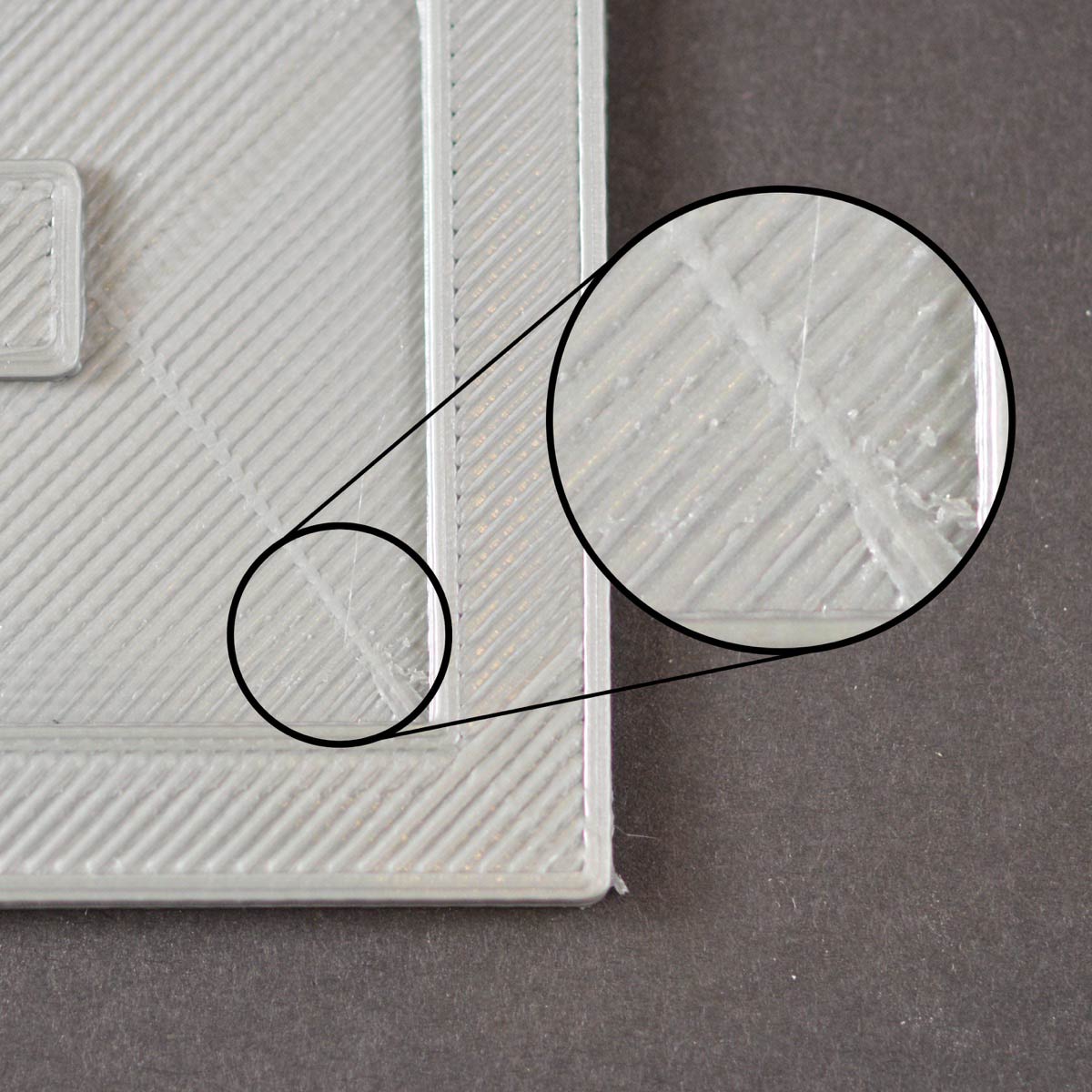
L’un des avantages de l’impression 3D est que chaque partie est constituée d’une succession de couches. C’est-à-dire que pour chaque couche individuelle, la buse peut se déplacer librement vers n’importe quelle partie du lit d’impression puisque la pièce se construit par le bas. Bien que cela permette des impressions très rapides, vous remarquerez peut-être que la buse, lors de ses déplacements, laisse une trace lorsqu’elle se déplace sur une couche préalablement imprimée. Ce fait est généralement plus visible sur les couches supérieures de votre pièce. Ces cicatrices et marques se produisent lorsque la buse se déplace vers un nouvel emplacement d’extrusion, mais finit par laisser une traînée sur la couche imprimée précédemment. Dans cette fiche, nous explorerons les causes possibles et nous vous fournirons les recommandations de réglage des paramètres.
° Extrusion de trop de plastique.
L’une des premières choses à vérifier est que vous n’extrudez pas trop de plastique Si vous extrudez trop de plastique, chaque coucheaura tendance à être un peu plus épaisse que prévu. C’est-à-dire que lorsque la buse tente de se déplacer à travers chaque couche, elle peut entraîner un excédent de plastique. Avant d’explorer d’autres pistes, vous devriez être sût que vous n’extrudez pas trop de plastique. Veuillez-vous référer à la Fiche N° 4 -TROP D'EXTRUSION DE PLASTIQUE pour plus d’informations.
° Levage vertical.
Si vous êtes certains d’extruder le volume correct de plastique, mais que vous avez encore des problèmes avec la buse marquant la surface de votre impression, il faudra vous intéresser au levage vertical. En activant cette option, la buse se soulèvera au-dessus de la couche précédente avant de se déplacer. Lorsqu’elle arrive au nouvel emplacement d’extrusion, elle revient à sa hauteur de départ pour préparer l’impression. Le léger relevage de la buse d’impression évitera à celle-ci de rayer la surface de votre impression. Pour activer cette fonctionnalité, rendez-vous dans l’onglet ‘Printer Settings’, section ‘Extruder’, réglage ‘lift Z’. Par exemple, si vous entrez 0.5mm, la buse ava monter de 0;5mm avant de se déplacer vers un nouvel emplacement. Veuillez noter que ce paramètre ‘lift Z’ ne fonctionne que si l’extrudeur effectue une rétraction.Si vous souhaitez vous assurer qu’une rétraction est effectuée pour chaque déplacement de l’extrudeur, consulter dans l’onglet ‘PrinterSettings’, section ‘Extruder’, sous-section ‘Retraction’ et assurez-vousque ‘Length’ (longueur) ne soit pas nullecar une valeur nulle désactivera la rétraction.