Précision dimensionnelle
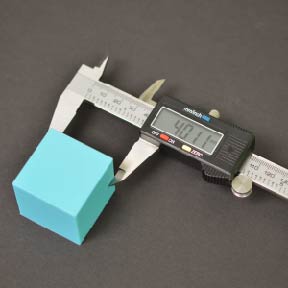
La précision dimensionnelle de vos pièces imprimées en 3D peut être extrêmement important si vous créez des ensemble de pièces de grande taille ou des pièces qui doivent être parfaitement ajustées. Il existe de nombreux facteurs qui peuvent affecter cette précision et notamment la sur ou sous-extrusion, la contraction thermique, la qualité du filament, et même l’alignement de la première couche d’impression déposée par la buse.
° Impact de la première couche.
Les réglages de votre première couche peuvent avoir un impact sur la précision dimensionnelle de votre pièce. Si votre buse est trop haute ou trop basse lorsqu’elle dépose la première couche de votre impression, elle peut drastiquement affecter les 10 ou 20 couches suivantes. Par exemple, si vous imprimez une couche de 0.2mm d’épaisseur mais que votre buse n’est positionnée qu’à 0.1mm du lit, ce plastique supplémentaire peut créer une première couche un peu trop grande. Les couches suivantes peuvent également être affectées par le plastique supplémentaire de la première couche, ce qui peut créer plusieurs couches surdimensionnées au bas de la pièce. Donc, avant de passer du temps à essayer de perfectionner la précision dimensionnelle de vos impressions, vous devrez vérifier que vos mesures ne sont pas affectées par la position de la première couche. La façon la plus courante de faire cette vérification est d’imprimer un modèle de 50 à 100 couches et de ne mesurer que les 20 premières couches. Ces couches supérieures sont loin de la toute première couche qui a été imprimée au contact du lit, de sorte qu’elles minimisent l’impact du positionnement de la buse d’impression. Avant de passer aux sections suivantes, assurez-vous donc que vos mesures respectent ces directives.
° Sous ou sur-Extrusion
Maintenant que nous savons que nos mesures ne sont pas affectées par la position de la première couche, le paramètre suivant que vous devez vérifier est le multiplicateur d’extrusion. Ce réglage affecte le débit de l’impression toute entière. Si coefficient multiplicateur de l’extrusion est trop bas, vous commencerez à voir des vides entre les périmètres, des trous sur la surface supérieure, et la pièce sera plus petite que la taille prévue. Si ce coefficient est trop fort, vous remarquerez que les couches supérieures ont tendance à gonfler et les pièces seront plus grandes que prévu. Une fois encore, avant de passer aux sections suivantes, veuillez vérifier que le coefficient multiplicateur d’extrusion est bien adapté. Pour plus de précisions sur ces sujets veuillez consulter les fiches consacrées aux sous et sur-extrusion.
° Erreur dimensionnelle constante.
Si vous avez effectué les étapes ci-dessus et que les impressions ne sont toujours pas correctement dimensionnées, vous avez la possibilité de compenser avec précision les bords de votre impression pour tenir compte des différences que vous avez notées. Ce paramètre se nomme ‘XY size compensation’ (compensation de la taille XY) et se trouve dans l’onglet ‘Print Settings’, section ‘Advanced’. Par exemple, le réglage de cette valeur à _à.1mm réduira votre modèle de 0.1mm dans des directions X et Y. Ce paramètre fonctionne mieux lorsque l’erreur dimensionnelle est constante, même lorsque vous imprimez des modèles de tailles différentes. Par exemple si la pièce est toujours trop grande de 0.1mm, peu importe si le modèle mesure 200 ou 100mm de largeur. Ce paramètre peut facilement tenir compte de cette différence.
° Erreur dimensionnelle croissante.
Si vous constatez que l’erreur dimensionnelle tend à augmenter au fur et à mesure que vous imprimez des pièces plus grandes, il existe un réglage différent que vous pouvez ajuster. Par exemple si votre empreinte était de 0.1mm trop petite pour une partie de 20mm de large, mais augmentée de 0.5mmm trop petite pour une impression de 100mmm de large, il est probable que le problème soit dû à la contraction thermique. Ce peut être un problème commun aux matériaux à haute température comme l’ABS, car le plastique a tendance à rétrécir lorsqu’il se refroidit. Vous devez donc déterminer le pourcentage de retrait. Dans l’exemple ci-dessus, la pièce se rétrécit de 0.1mm pour une impression de 20mm, de sorte que le pourcentage de retrait est de 0.1/20 = 0.5%. La meilleure façon de corriger cette erreurest de double-cliquer sur votre modèle dans l’interface Simplify3D et de définir l’échelle à 100,5%. Si vous effectuez ces modifications de manière cohérente, vous pouvez également configurer une action d’importation pour effectuer cette mise à l’échelle automatiquement chaque fois que vous importez un nouveau modèle. Veuillez visionner la vidéo suivante pour obtenir plus de détails sur la création de procédés d’automatisation : https://www.youtube.com/watch?v=E8ytvwfCn5g.