Surchauffe
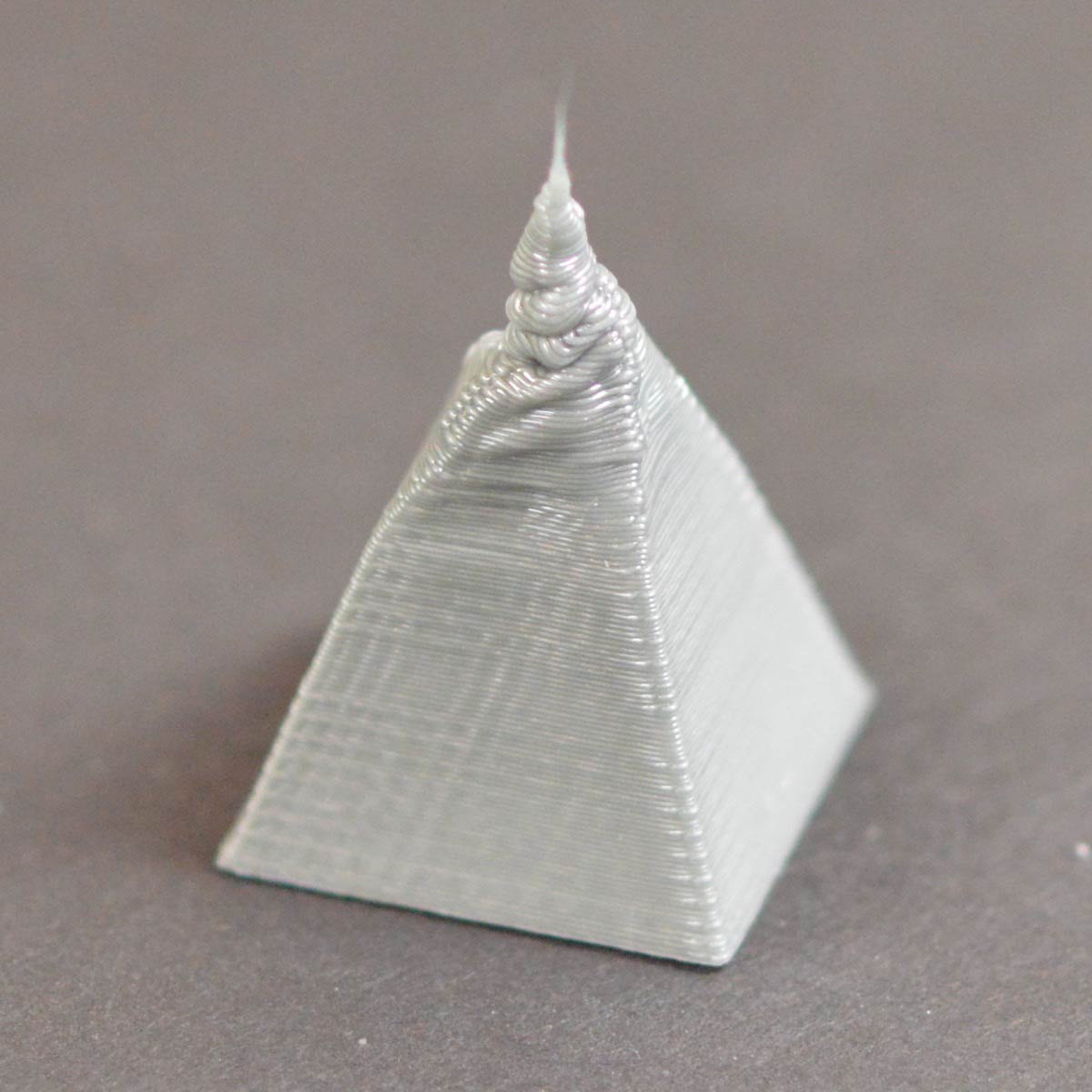
Le plastique qui sort de votre extrudeur doit avoir une température comprise entre 190 et 240 degrés Celsius. Quand le plastique est encore chaud, il est modelable et peut aisément prendre différentes formes. Toutefois, en refroidissement il devient rapidement solide et conserve alors sa forme. Vous devez trouver le bon équilibre entre la température du plastique et son refroidissement afin que il puisse s’écouler librement au travers de la buse, mais s'il refroidit suffisamment rapidement afin de conserver les dimensions exactes de votre pièce. Si cet équilibre n’est pas correct, vous pourrez remarquer quelques problèmes de qualité comme l’extérieur de votre pièce qui n’est pas aussi précis et défini que vous l’auriez souhaité. Comme vous pouvez le voir sur l’image ci-dessus, le filament extrudé au sommet de la pyramide n’a pas été capable de refroidir assez vite pour conserver sa forme. La section ci-dessous examinera les principales causes de la surchauffe et comment la prévenir.
° Refroidissement insuffisant.
La principale cause de surchauffe est que le plastique n’a pas refroidi assez vite. Quand cela arrive, le plastique chaud est libre de changer de forme pendant son refroidissement lent. Pour beaucoup de plastiques, il est préférable de refroidir rapidement les couches pour prévenir le changement de forme après avoir été imprimé. Si votre imprimante comporte un ventilateur de refroidissement, essayez d’augmenter la puissance du ventilateur pour refroidir le plastique plus vite. Vous pouvez régler les paramètres de refroidissement dans votre logiciel de tranchage dans l’onglet Filament Settings – Cooling. Ce refroidissement supplémentaire aidera le plastique à conserver sa forme. Si votre imprimante n’intègre pas de ventilateur de refroidissement, vous pouvez essayer d’en installer un ou d’utiliser un petit ventilateur de poche pour accélérer le refroidissement des couches la pièce en cours d’impression.
° Impression à trop haute température.
Si vous utilisez déjà un ventilateur de refroidissement et que vous êtes toujours confronté à ce problème, vous devez essayer d’imprimer à une température plus basse. Si le plastique est extrudé à une température plus basse il sera capable de se solidifier plus vite et ainsi conserver sa forme. Essayez de baisser la température d’impression par paliers de 5-10 degrés pour voir s’il y a une amélioration. Vous pouvez régler ce paramètre dans votre logiciel de tranchage onglet Filament Settings – Filament. Faites attention à ne pas descendre la température trop basse, sinon le plastique pourrait ne plus être assez chaud pour être extrudé par la petite ouverture de votre buse.
° Impression trop rapide.
Si vous imprimez chaque couche très rapidement, vous pourriez ne pas laisser le temps à la couche précédente de refroidir suffisamment avant de déposer la couche suivante de plastique sur celle-ci. C’est particulièrement important pour les très petites pièces pour lesquelles chaque couche ne nécessite que quelques secondes pour être imprimée. Même avec un ventilateur de refroidissement, vous aurez encore besoin de diminuer la vitesse d’impression de ces petites pièces afin de laisser un temps suffisant à la couche pour se solidifier. Pour régler la vitesse d’impression rendez-vous dans votre logiciel de tranchage onglet Print Settings – Speed. Ce réglage est vital pour combattre la surchauffe lors de l’impression de très petites pièces.